Le développement de Seal Segments® reflète la volonté de Drake Plasticsd’offrir à ses clients des alternatives plus légères, plus rentables et plus fiables en termes de performances que les approches traditionnelles pour la production de composants critiques. Sans limite pratique de dimensions et grâce au faible coût de l’outillage modulaire nécessaire à leur production, les segments de joints Drake permettent également aux roulements et aux joints des équipements rotatifs de grande taille de bénéficier des avantages des polymères avancés en termes de performances.
Des performances accrues. Rentable. Illimité Dimensions.
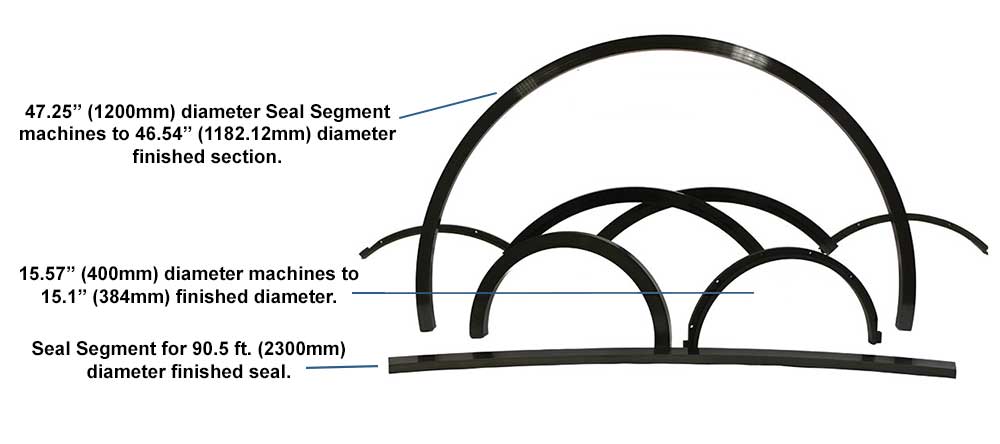
L’équipe de développement de Drake a mis au point une technologie unique de traitement par fusion pour produire des segments de joints. Ces arcs extrudés sont produits au rayon, à l’épaisseur et à la paroi spécifiés, puis usinés en finition aux dimensions exactes requises pour chaque joint. Les arcs usinés peuvent être combinés pour former des joints en deux parties ou des joints et des paliers segmentés. Pour répondre à un large éventail d’applications, la gamme de dimensions des arcs du segment Seal couvre des diamètres de joints de 12 pouces (300 mm) minimum et plus. Il n’y a pas de limite supérieure. Actuellement, le plus grand segment de seals de Drake est utilisé pour réaliser un joint de 12,2 mètres de diamètre.
L’une des principales caractéristiques des segments de joints est qu’ils permettent de réaliser des assemblages en deux pièces ou, dans le cas de joints ou de roulements segmentés, de réduire le nombre de pièces par rapport à ce qui est traditionnellement nécessaire. Comme ils sont produits à des dimensions proches de celles de la pièce finie, ils permettent de réduire les coûts de matériaux et d’usinage par rapport au fendage d’un tube moulé par compression surdimensionné ou à la découpe d’arcs de cercle dans une plaque extrudée. Les avantages qui en résultent sont notamment un coût de fabrication des joints plus faible et une réduction des voies de fuite pour une meilleure efficacité de l’étanchéité lorsque les joints sont fabriqués à partir d’un nombre réduit de pièces.
Compte tenu des environnements chimiques agressifs, des pressions et des températures impliquées dans de nombreuses applications de joints et de roulements, Drake propose des segments de joints fabriqués à partir de différents grades de Torlon PAI, Ultem PEI et PEEK. Ces thermoplastiques avancés offrent différentes combinaisons de propriétés mécaniques, de résistance aux températures élevées et aux produits chimiques, ainsi que de performances en matière de roulement et d’usure, afin de répondre aux diverses exigences des applications.


Les coûts d’outillage pour les segments de joints Drake avec un rayon intérieur, une section de paroi et une épaisseur spécifiés par le client sont modestes, avec des délais courts mesurés en semaines pour les outils et les séries de production grâce à notre conception modulaire de l’outillage.
Drake propose des segments de joints sous forme d’ébauches que les clients peuvent finir d’usiner aux dimensions souhaitées. Nous proposons également des services d’usinage afin de fournir aux clients des pièces usinées de précision, imprimées et prêtes à être assemblées.
Production rentable de joints
Les méthodes traditionnelles de fabrication de joints de grande taille à partir de polymères haute performance tels que Torlon et PEEK se caractérisent par une perte importante de matière et un temps d’usinage démesuré. L’une des approches consiste à diviser un tube moulé par compression, à cercler ou à épingler les deux moitiés ensemble, puis à les usiner pour qu’elles répondent à une spécification de circularité. Une autre méthode consiste à utiliser des plaques découpées dans des moules extrudés ou moulés par compression. Dans les deux cas, des heures de travail considérables sont nécessaires pour couper, fixer et usiner les sections de joints bruts afin d’obtenir une configuration d’ébauche spécifiée. Les ébauches sont ensuite usinées avec précision aux dimensions finales de chaque joint ou roulement.
En commençant par les segments de joints Drake, nos clients évitent ces étapes laborieuses et passent directement à la fabrication des pièces. Drake produit des segments de joints sous forme d’arcs dont les dimensions sont très proches des dimensions spécifiées du joint fini. Ils sont ensuite usinés pour être imprimés efficacement et rapidement avec une perte de matière minimale.
Par rapport à la production de joints à partir de tubes moulés par compression, les segments de joints Drake peuvent réduire les coûts d’une bague de joint finie de 50 % ou plus en raison de la réduction de la perte de matériau et du temps d’usinage. Ils sont également fournis sous forme d’arcs qui épousent la forme de la bague de joint et peuvent être usinés et assemblés en bagues rapidement et facilement.
Les segments de joints peuvent présenter un avantage de coût encore plus important par rapport à la découpe d’arcs dans des plaques extrudées ou moulées par compression. La seule réduction des pertes de matériaux grâce aux Seals peut se traduire par une réduction des coûts de plus de quatre fois.
Cohérence et fiabilité des performances
Les polymères Torlon, PEEK et Ultem que Drake utilise pour produire les segments de joints sont très uniformes, d’un lot à l’autre, et les certifications de résine pour chaque lot sont fournies pour confirmer la conformité à la norme respective de chaque matériau. En outre, la technologie de fusion étroitement contrôlée que Drake a mise au point pour produire des segments de joints permet d’obtenir des arcs usinables en Torlon PAI, Ultem PEI et PEEK dont la composition est uniforme, quelle que soit la formulation de la résine. Ces facteurs contribuent à une qualité toujours fiable et à des performances prévisibles pour chaque segment de joint produit.
À l’inverse, le moulage par compression d’un tube à paroi épaisse est sujet à des variations qui peuvent entraîner une variabilité de la qualité et des propriétés physiques. Les incohérences dans le contrôle de l’humidité, l’air emprisonné dans les moules, la diminution de la pression due aux pertes par frottement le long des parois latérales de l’outillage et le contrôle indirect des pressions et des températures peuvent tous entraîner une non-uniformité dans le matériau traité. De plus, les polymères ont une conductivité thermique intrinsèquement faible. Les chauffer pour atteindre les températures de moulage par compression peut nécessiter de longs temps de séjour thermique qui dégradent le polymère et ses propriétés physiques. Les configurations avec des sections transversales épaisses qui nécessitent des cycles thermiques plus longs pour amener le matériau à la température du moulage dans son ensemble peuvent être particulièrement sensibles à ce problème.
La technologie propriétaire de Drake en matière de processus de fusion permet d’obtenir des propriétés physiques constantes qui dépassent celles des produits moulés par compression traditionnels. Le profil de performance des segments de joints s’aligne régulièrement sur les valeurs des fiches techniques des fournisseurs de polymères. Drake maintient également une traçabilité à 100 % et fournit des rapports d’essais de matériaux et des certifications confirmant la conformité de la polymère aux normes Mil, AMS ou ASTM selon les exigences du client avec toutes les expéditions. Les produits moulés par compression ne sont pas certifiés selon ces normes rigoureuses.
Options de performance
Les segments de joints sont disponibles dans une gamme variée de formulations de TorlonUltem et PEEK, les ingénieurs peuvent choisir le profil de performance qui répond le mieux aux exigences de leur application.
Note : Contactez-nous pour obtenir des informations détaillées sur les différents grades de thermoplastiques avancés pour les segments de joints Drake. Nos ingénieurs vous aideront à définir les matériaux candidats en fonction des exigences spécifiques de l’application..
Pourquoi Torlon Seals Segments :
Torlon Le PAI est reconnu pour sa résistance supérieure et sa capacité à la maintenir à des températures élevées. Sa température de transition vitreuse (Tg) ou point de ramollissement de 537°F (280°C) le place bien au-dessus des autres polymères avancés. Torlon Les qualités renforcées à 30 % par des fibres de verre ou de carbone améliorent la résistance structurelle, et les qualités pour roulements et usure améliorent la longévité dans les applications à charge dynamique. Tous les grades de ce thermoplastique haute performance résistent à une large gamme de produits chimiques et sont largement utilisés dans les applications de joints et de roulements dans les industries du traitement chimique, du pétrole et du gaz.
Performances accrues Torlon pour les segments de joints :
- La qualité de roulement Torlon 4301 a une proportion de graphite et de PTFE similaire à celle du moulage par compression Torlon 4540, mais offre une résistance et une ténacité beaucoup plus élevées.
- Drake propose également une correspondance exacte avec la formulation Torlon 4540 sur demande.
- Torlon Le 4275 contient de la poudre de graphite supplémentaire qui dissipe la chaleur plus efficacement pour les applications à haute vitesse.
- Torlon 5030 et 7130 sont des fibres de verre et de carbone renforcées Torlon. Ces grades sont destinés à un usage lubrifié comme dans les joints d’huile ou lorsque des charges plus élevées et une dilatation thermique minimale sont requises.
Pourquoi des segments de joints en PEEK :
Le PEEK est généralement considéré comme un polymère performant dans les applications de traitement chimique et d’équipement pétrolier et gazier. Il résiste à une très large gamme de produits chimiques, présente une résistance élevée à des températures élevées et offre une bonne performance intrinsèque en matière de roulement et d’usure. Outre la qualité non chargée, le PEEK est également disponible dans un certain nombre de formulations aux performances améliorées. Les options renforcées par des fibres de verre et de carbone offrent une plus grande résistance, et les qualités de roulement et d’usure améliorent les performances à long terme dans les applications dynamiques.
Les formulations de PEEK présentant des propriétés améliorées pour les segments de joints sont les suivantes :
- Nuances pour roulements telles que Victrex 450FC30 PEEK
- Victrex 450CA30 et KetaSpire KT-820 CF30 renforcés de fibres de carbone pour le service lubrifié ou pour les applications fonctionnant contre des contre-faces trempées.
Pourquoi des segments de joints en Ultem :
Contrairement à de nombreux thermoplastiques amorphes, Ultem conserve sa solidité et résiste à la fissuration sous contrainte lorsqu’il est exposé à la vapeur, à l’eau chaude et à de nombreux produits chimiques, notamment les hydrocarbures aliphatiques, les alcools, les acides et les solutions aqueuses faibles. Il a une température de transition du verre de 217°C (423°F) et de bonnes propriétés mécaniques générales.
Les qualités d’Ultem améliorées pour les segments de joints sont les suivantes :
- Ultem 2300 avec 30% de fibres de verre en renfort
- Grades renforcés de fibres de carbone à haute résistance
- Formulations résistantes aux roulements et à l’usure
Applications du segment des joints
Avec une gamme de dimensions allant de 300 mm (12 pouces) à 12,2 mètres (40 pieds) et sans limite supérieure, les segments de joints Drake offrent des avantages en termes de performances et de rentabilité pour de nombreuses applications de grand diamètre, notamment :
- Joints de pompes centrifuges de grande taille
- Joints labyrinthes pour turbocompresseurs
- Roulements et joints de la tourelle
- Joints d’arbre marins
- Joints de hauts fourneaux
Étude de cas : Torlon Segments de joints pour la marine américaine
Le développement des segments Drake Seals a permis à la marine américaine de capitaliser sur les avantages de performance à long terme de Torlon 4203 dans un assemblage de joints d’arbre dynamiques. Des segments de joints en PEEK 450FC30 de qualité palier ont également été testés simultanément. La capacité photovoltaïque supérieure de Torlon a toutefois conduit à sa qualification et à sa spécification pour l’application. Dans l’installation réelle, deux segments de joint Torlon sont sous-assemblés sur des supports en acier inoxydable. Les deux moitiés sont ensuite installées autour d’un arbre de 18 pouces (457 mm) et couplées ensemble pour former l’assemblage final.